Automated Welding (GTAW/GMAW/PTA)
Automatic ID/OD Cladding GTAW
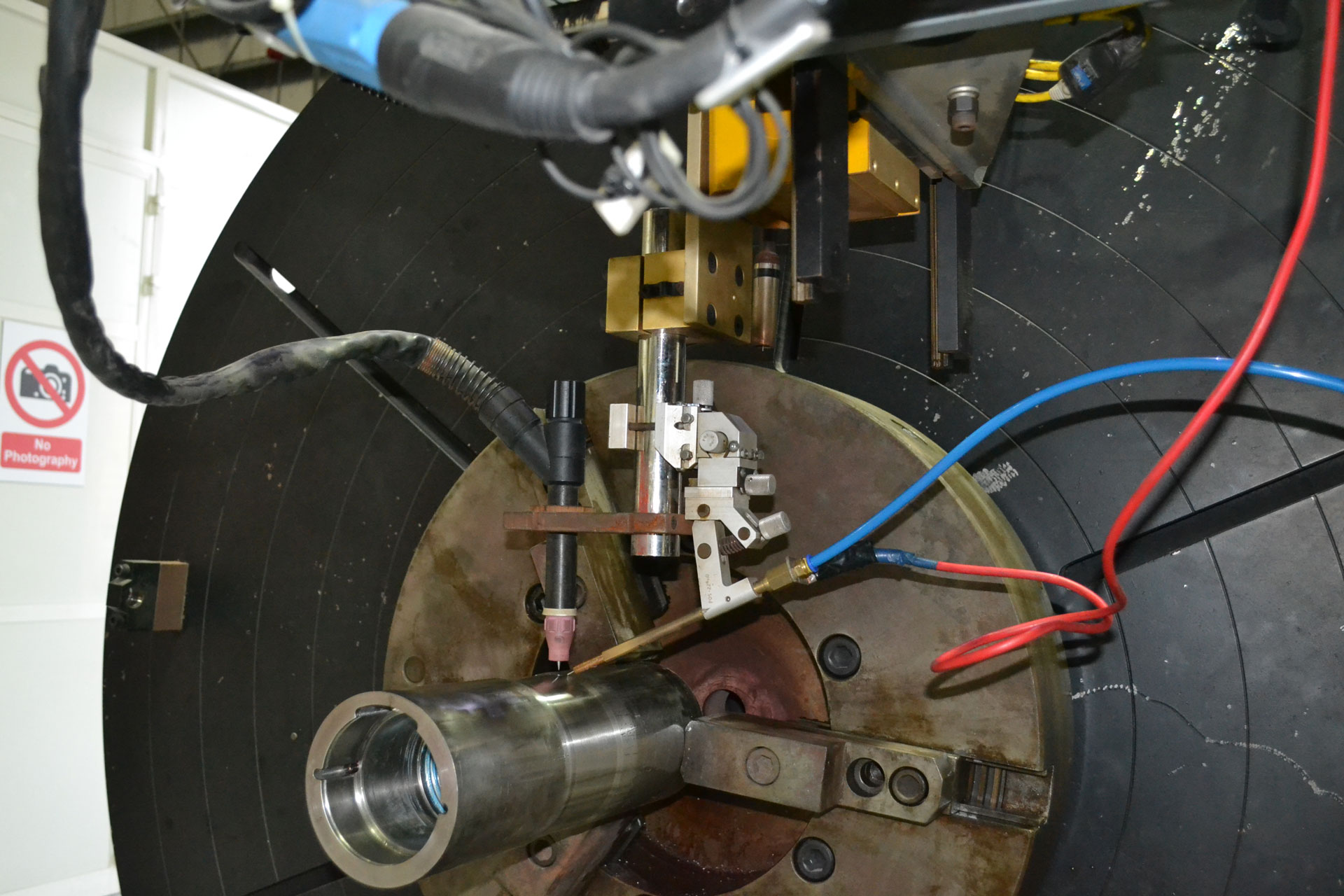
In this process, the TIG welding technique is automated to get the high-quality welding application of the TIG process along with greater speed. Through this process, the deposition rates can be increased significantly compared to the manual TIG welding process. The independent control of the arc and wire feed variables allows setting different parameters that give greater flexibility in this process. This process is generally used in high-density steel, which is widely used in the oil and gas industry. The use of automated TIG with addition to hotwire improves the corrosion resistance of the weldment thereby making it more favourable and affecting the material performance and its service.
- The technique allows welding the internal diameter of 55mm plus and a length of 1000mm.
- On OD, the maximum diameter of 1200mm and a maximum length of 7 meters can be welded.




Automated OD cladding GMAW
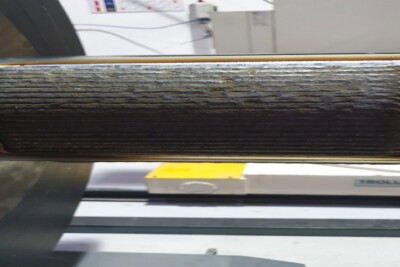
Using cladding is an accepted practice in the oil and gas industry to mitigate corrosion in the sub sea valves and other sub sea components. Cladding is also widely used in offshore operations to make the component resistant to corrosion thereby improving their life. During the automated cladding GMAW process, all the welding parameters are controlled. In this process, manual adjustment can be made in between the operations, but during the welding process, it is fully automated. This is very important for the oil and gas industry as it allows them to rapidly provide the cladding to their pipes and other equipment to increase their durability by covering them with more resistant materials. It allows you to provide a cladding approximately 2-4mm thick.


PTA Cladding
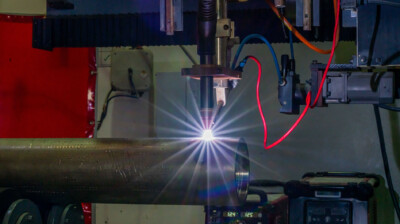
Plasma transferred arc (PTA) cladding is a versatile method of depositing high-quality metallurgically fused deposits on relatively low-cost surfaces. Soft alloys, medium and high hardness materials, and carbide composites can be deposited on a variety of substrates to achieve diverse properties including wear and corrosion resistance at ambient or elevated temperatures.
PTA parameters can be adjusted to provide a variety of deposits in thicknesses from 1.2 to 4mm.
Weld deposits are characterized by very low levels of inclusions, oxides, and discontinuities.