Hardfacing
Automated Hardfacing with PTA Process
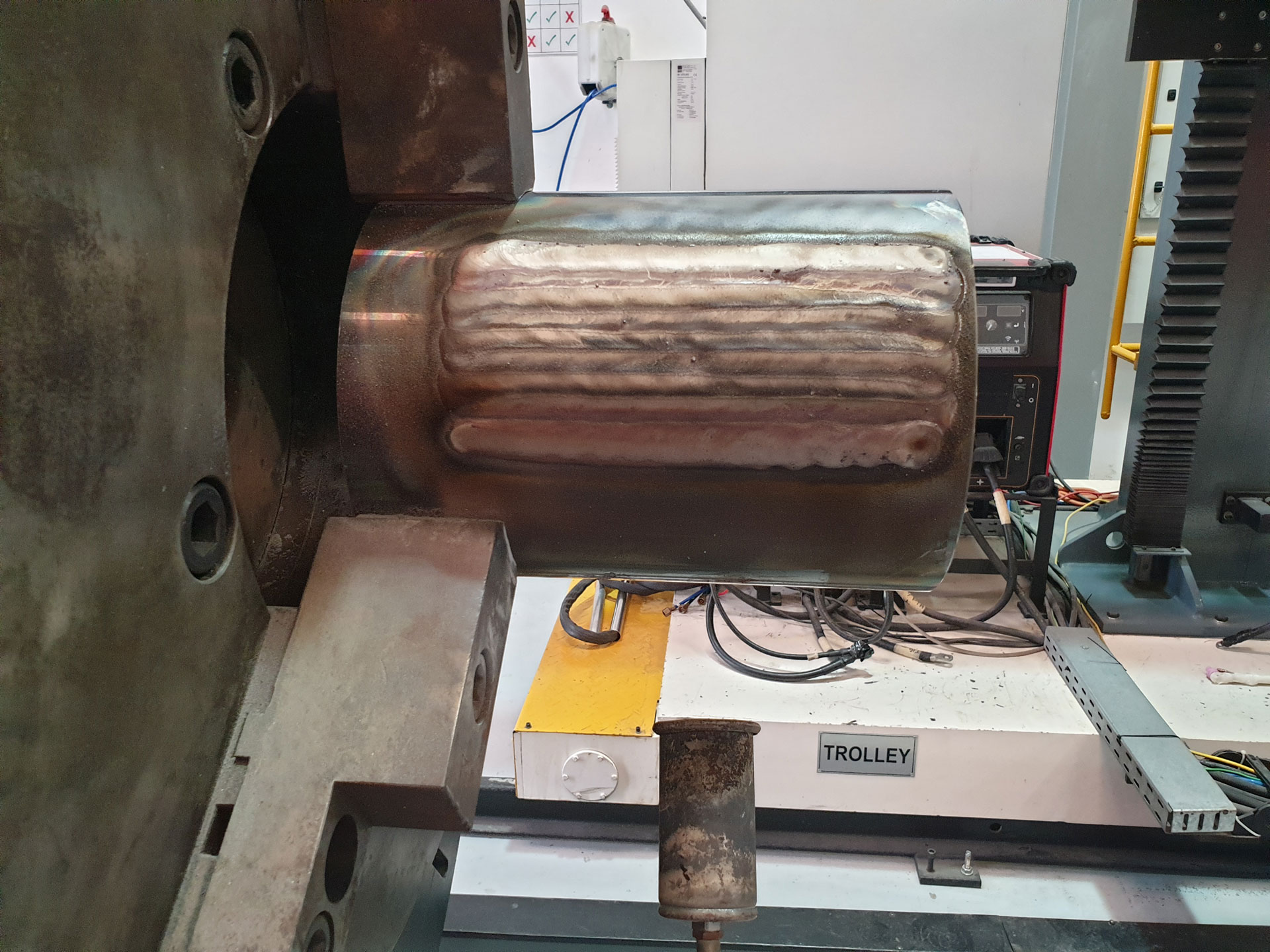
The automated hardfacing with PTA (plasma transferred arc system) is actually a thermal spray process using high-energy and inert gas. In this process, Argon is used for the plasma supply and the coating material is fed into the plasma arc through powder. The process welds the PTA deposit over the parent material.
This technique can create a new layer that can be as thin as 0.5mm and as thick as 50 to 60mm. Through this process, the parent material can be coated with any industrial metal or alloy. This allows companies in the oil and gas industry to use the best alloy material to provide a durable coating over the surface of their equipment and improve their corrosion resistance.



Manual hardfacing
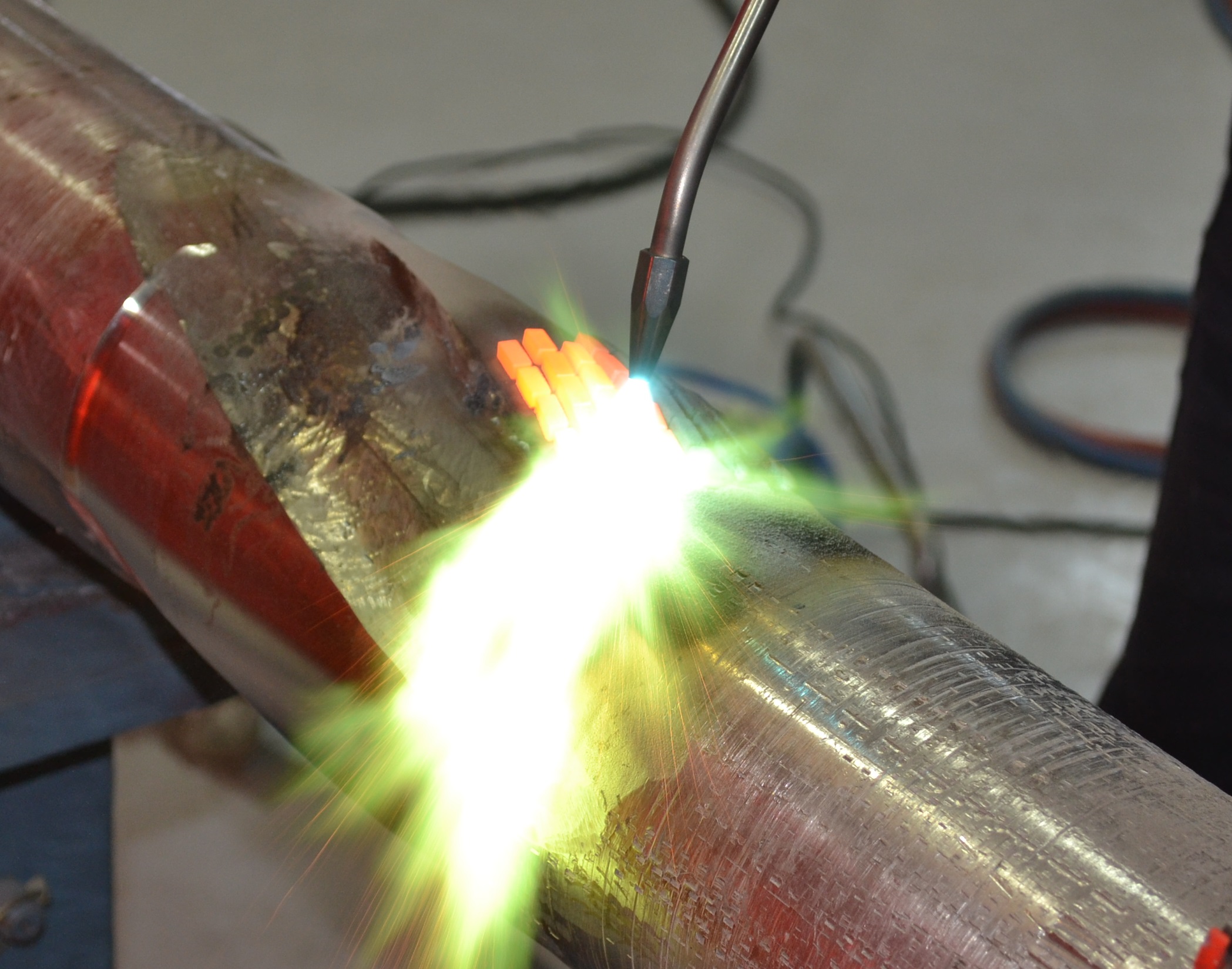
Hardfacing is about creating a thick coating of hard; wear-resistant material over other component surface to ensure its longevity. For hardfacing, welders use thermal spraying, spray fuse, and additional welding processes. During this process, hardfacing materials such as powders are sprayed over the metal surface and then subsequently fused with the underlying layer by using an oxyacetylene torch. Such a coating is metallurgically bonded to the parent material and is free of porosity.



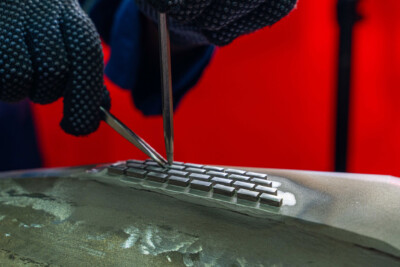
For Non-Magnetic and Magnetic Stabilizers, it’s recommended hardface type HF3000. This particular type comprises tungsten carbide inserts set in a powder spray deposit, which is ideal for abrasive formations. While Re-Dressing the Non-Magnetic and Magnetic Stabilizers, full temperature control of the parent body during the pre-heating process and also throughout the complete Processing.
Quality control procedures are maintained throughout all processes and when hardfacing is deposited, final ultrasonic inspection is carried out to ensure that a minimum of 97% bonding of carbide inserts is obtained.